歡迎光臨 無錫方管廠家 官網!
全國服務熱線:
18118889993
歡迎光臨 無錫方管廠家 官網!
18118889993

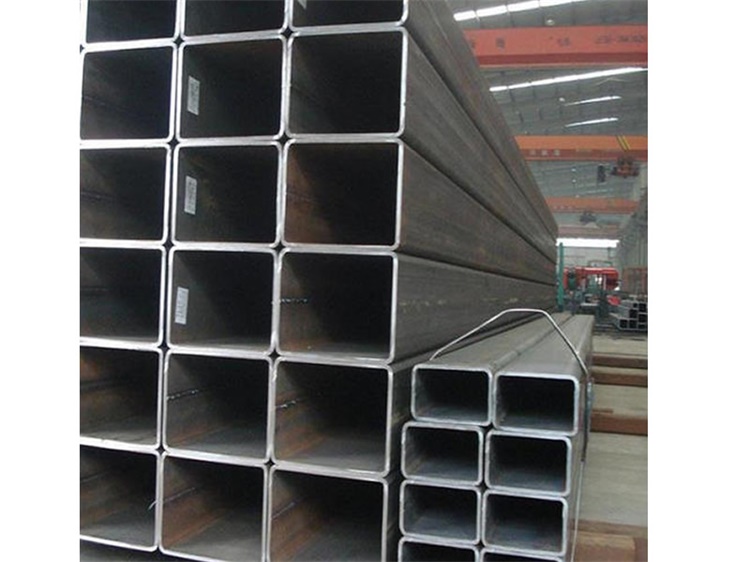
無縫方管有無縫方管和無縫方管二種方式。無縫方管的產品質量缺點關鍵有無縫鋼管的表層裂痕與管身的裂開、壁厚不勻、內直道、內麻坑、皺褶和彎折等。無縫方管的產品質量缺點與二輥斜冷拔機所軋荒管品質缺點基本一致,包含無縫鋼管的厚度不勻、表層裂痕和擦破、軋折、螺旋式道及螺旋外折、內麻坑等。
無縫方管形變全過程有拉撥式和頂推式擴管加工工藝。其形變全過程分成三個環節:在頂頭球面的效果下,無縫方管的壁厚*先產生彎折形變;伴隨著頂頭孔徑的慢慢擴大,對管材開展擴徑、減壁;由頂頭圓柱體段對擴徑后的荒管定徑、展直。顯而易見,擴徑關鍵出現在第二階段。縱軋擴管全過程關鍵的商品瑕疵是:山東無縫鋼管表層裂開與管身裂開、壁厚不勻、內直道、皺褶、內麻坑、彎折等。
無縫方管加工工藝始于二次破孔加工工藝。是含有2個錐型熱軋帶鋼而且水準布局的斜冷拔機。熱軋帶鋼的孔徑從形變區的通道到出入口慢慢擴大。熱軋帶鋼中心線與冷軋線呈室內空間交叉式,組成送進角和碾軋角。2個熱軋帶鋼為單支撐點,各自由2臺電動機獨立傳動系統,傳動機構坐落于冷拔機的出入口側。熱軋帶鋼的部位可沿冷軋線中心線調節。擴孔鉆呈左右布局。其形變區別為三一部分:擠扁減徑區、減徑區、轉圓區。
推薦資訊